ГОСТ 12.4.166-85
Группа Л07
МКС 13.340.30
ОКП 25 3921
Дата введения 1987-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.85 N 3166
Изменение N 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 17 от 22.06.2000)
За принятие изменения проголосовали:
Наименование государства
| Наименование национального органа по стандартизации
|
Азербайджанская Республика
| Азгосстандарт
|
Республика Армения
| Армгосстандарт
|
Республика Беларусь
| Госстандарт Республики Беларусь
|
Республика Казахстан
| Госстандарт Республики Казахстан
|
Кыргызская Республика
| Кыргызстандарт
|
Республика Молдова
| Молдовастандарт
|
Российская Федерация
| Госстандарт России
|
Республика Таджикистан
| Таджикгосстандарт
|
Туркменистан
| Главгосинспекция "Туркменстандартлары"
|
Республика Узбекистан
| Узгосстандарт
|
Украина
| Госстандарт Украины
|
3. ВЗАМЕН ГОСТ 10183-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
| Номер пункта, приложения
|
ГОСТ 12.4.157-75
| 5.8
|
ГОСТ 26.020-80
| 6.1
|
ГОСТ 270-75
| 5.3
|
ГОСТ 577-68
| Приложение 5 |
ГОСТ 1050-88
| Приложение 1
|
ГОСТ 2405-88
| 5.5
|
ГОСТ 3128-70
| Приложение 1
|
ГОСТ 3282-74
| 2.4
|
ГОСТ 8273-75
| 6.2
|
ГОСТ 8762-75
| 5.1, приложение 2
|
ГОСТ 10377-78
| 1.3
|
ГОСТ 11142-78
| 6.2
|
ГОСТ 11358-89
| 5.1
|
ГОСТ 13431-68
| Приложение 1
|
ГОСТ 14192-96
| 6.3
|
ГОСТ 15152-69
| 1.1
|
ГОСТ 15467-79
| 2.9
|
ГОСТ 18300-87
| 5.7
|
ГОСТ 28498-90
| 5.7
|
ТУ 25-1894.003-90
| 5.5 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 28.11.91 N 1834
6. ИЗДАНИЕ (ноябрь 2003 г.) с Изменениями N 1, 3, 4*, утвержденными в июне 1987 г., декабре 1991 г., декабре 2000 г. (ИУС 10-87, 4-92, 3-2001)
_________________
* Соответствует оригиналу. В Указателе "Национальные стандарты" 2004 год приводятся сведения о четырех изменениях к настоящему документу. - Примечание.
Настоящий стандарт распространяется на лицевую часть ШМП, применяемую для промышленных фильтрующих противогазов.
Лицевая сторона ШМП работоспособна в различных климатических районах при температуре от минус 40 до плюс 50 °С и обеспечивает возможность непрерывной работы в течение 6 ч.
Настоящий стандарт устанавливает требования к лицевой части ШМП, изготовляемой для нужд народного хозяйства и экспорта.
Обязательные требования к качеству лицевой части ШМП для промышленных противогазов изложены в пп.2.2 (содержание продуктов газовыделения) - 2.6, 2.9, 4.2, 4.4, 5.2, 5.4-5.7, 5.9, 5.10.
(Измененная редакция, Изм. N 3, 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Лицевую часть ШМП в зависимости от клапанной коробки по нормативной документации изготовляют двух исполнений:
1 - с клапанной коробкой типа I;
2 - с клапанной коробкой типа III.
Лицевая часть ШМП исполнений 1 и 2, изготовляемая для районов с тропическим климатом, соответствует группе V категориям 1; 2 по ГОСТ 15152.
1.2. Лицевую часть ШМП каждого исполнения изготовляют пяти ростов, указанных в табл.1.
Таблица 1
Исполнение
| Рост
| Код ОКП
|
1
| 0
| 25 3921 0131
|
| 1
| 25 3921 0132
|
| 2
| 25 3921 0133
|
| 3
| 25 3921 0134
|
| 4
| 25 3921 0135
|
2
| 0
| 25 3921 0111
|
| 1
| 25 3921 0112
|
| 2
| 25 3921 0113
|
| 3
| 25 3921 0114
|
| 4
| 25 3921 0115
|
1.3. Конструкция и основные размеры лицевой части ШМП исполнений 1 и 2 должны соответствовать указанным на черт.1 и в табл.2.
Черт.1. Лицевая часть ШМП исполнений 1 и 2
Лицевая часть ШМП исполнений 1 и 2
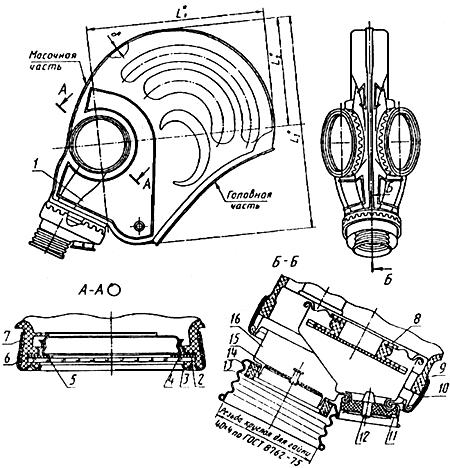
* Размеры дпя справок.
1 - шлем-маска (корпус); 2 - кольцо под незапотевающую пленку (НП); 3 - стекло ОП 65,6 по ГОСТ 10377;
4 - пружинящее кольцо 2; 5 - прижимное кольцо 2; 6, 9 - изоляционная лента; 7 - очковая обойма П-4;
8 - клапан выдоха КВ, КО-3-Т по нормативно-технической документации; 10 - монтажная обойма 1;
11 - прижим; 12 - клапан выдоха КВ-2-Т по нормативно-технической документации; 13 - прокладка;
14 - седло 1 с заклепкой; 15 - лепесток клапана вдоха ЛК-1-28 по нормативно-технической
документации; 16 - клапанная коробка типа I для лицевой части ШМП исполнения 1
или типа III для лицевой части ШМП исполнения 2
Примечания:
1. Конструкция очковых узлов лицевой части обеспечивает применение средств, предотвращающих запотевание и замерзание стекол.
2. Лицевую часть исполнения 2 применяют в сборе с соединительной трубкой (черт.2).
3. Позиции 2, 6, 9, 13 изготовляют по рабочим чертежам, позиции 4, 5, 7, 8, 10, 11, 12, 14, 15, 16 - по нормативной документации.
4. В лицевой части ШМП исполнений 1 и 2 разрешается участки толщиной от 0,5 до 1,1 мм общей площадью не более 30 см в головной части и толщиной не более 2,8 мм общей площадью не более 5 см в масочной части, исключая переходную зону от головной к масочной части.
в головной части и толщиной не более 2,8 мм общей площадью не более 5 см в масочной части, исключая переходную зону от головной к масочной части.
Таблица 2
мм
Толщина корпуса
| Рост лицевой
части ШМП | Габаритные размеры
|
Головная часть
| Масочная часть
| | 
| 
| 
|
Номин.
| Пред. откл.
| Номин.
| Пред. откл.
| | | | |
0,70
| +0,20
-0,15 | 2,5*
| ±0,2
| 0
| 204,2
| 122,2
| 238,4
|
|
| В переходной зоне от
головной к масочной части | 1 | 206,2 | 126,2 | 247,4 |
| | | 2
| 211,2
| 130,2
| 258,4
|
|
| 1,4*
| ±0,2
| 3
| 216,2
| 134,2
| 269,4
|
|
| | | 4
| 221,2
| 138,2
| 280,4
|
_______________
* Размеры для справок
Пример условного обозначения лицевой части ШМП исполнения 1 роста 0, работоспособной в районах с умеренным (У) и холодным климатом (ХЛ):
ШМП-1 рост 0 ГОСТ 12.4.166-85
То же, для районов с тропическим климатом (Т):
ШМП-1-Т рост 0 ГОСТ 12.4.166-85
(Измененная редакция, Изм. N 1, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Лицевую часть ШМП изготовляют в соответствии с требованиями настоящего стандарта по рабочим чертежам и технологическому регламенту, утвержденному в установленном порядке, на пресс-формах, принятых в установленном порядке.
2.2. Детали, сборочные единицы лицевой части ШМП (корпус, кольцо под НП, клапан выдоха КО-3, лепесток клапана вдоха, прокладка, клапан выдоха исполнения 2) и ниппельное кольцо должны быть изготовлены из резин по нормативной документации.
Содержание продуктов газовыделения в корпусе лицевой части ШМП из резины типа 51-1565 не должно превышать 0,9 мг/дм·ч, а физико-механические показатели корпуса должны соответствовать требованиям нормативной документации на резину.
2.3. Прочность крепления металлической клапанной коробки к корпусу лицевой части ШМП должна быть не менее 235,2 Н (24,0 кгс).
2.4. Соединительная трубка (черт.2) при испытании на герметичность должна обеспечивать отсутствие падения давления в течение 15 с при исходном избыточном давлении:
0,050 МПа (0,50 кгс/см) - с трикотажным слоем;
0,020 МПа (0,20 кгс/см) - без трикотажного слоя.
Черт.2. Соединительная трубка
Соединительная трубка
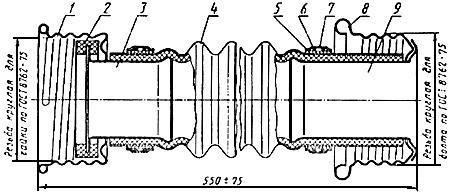
1 - гайка накидная; 2 - кольцо ниппельное (по рабочим чертежам); 3 - ниппель 1; 4 - трубка резиновая
гофрированная ТРГ-2 или ТРГ-4 по нормативной документации; 5, 7 - лента изоляционная (по рабочим
чертежам); 6 - проволока стальная низкоуглеродистая общего назначения по ГОСТ 3282;
8 - прижим ввинтной; 9 - патрубок
Черт.2
Примечание. Позиции 1, 3, 8, 9 - по нормативной документации.
(Измененная редакция, Изм. N 2).
2.5. Лицевая часть ШМП при испытании на герметичность при исходном вакууме в подмасочном пространстве 1177,0 Па (120 мм вод. ст.) не должна уменьшать вакуум более чем на 353 Па (36 мм вод. ст.) в течение 60 с.
2.6. Сопротивление постоянному потоку воздуха в зависимости от его объемного расхода, общее механическое воздействие и условная жесткость лицевой части ШМП, коэффициент подсоса масляного тумана под лицевую часть ШМП не должны превышать норм, указанных в табл.3.
Таблица 3
Наименование показателя
| Норма
|
1. Сопротивление
на вдохе:
|
|
при объемном расходе 2500 см ·с ·с (150 дм·мин) (150 дм·мин)
| 373,0 (38,0)
|
при объемном расходе 500 см·с (30 дм·мин) (справочная)
| 24,0 (2,5)
|
на выдохе:
|
|
при объемном расходе 2500 см·с (150 дм·мин)
| 455,0 (46,0)
|
при объемном расходе 500 см·с (30 дм·мин) (справочная)
| 127,0 (13,0)
|
2. Коэффициент подсоса масляного тумана под лицевую часть ШМП, %, не более
| 0,0001
|
3. (Исключен, Изм. N 3).
|
|
4. Условная жесткость, Н (кгс), не более
| 63,5 (6,5)
|
Примечание. После хранения в течение шести лет норма по п.4 должна быть не более 78,4 Н (8,0 кгс).
(Измененная редакция, Изм. N 1, 3).
2.7; 2.8. (Исключены, Изм. N 1).
2.9. На лицевой части ШМП не допускаются критические дефекты (ГОСТ 15467).
Значительные и малозначительные дефекты (ГОСТ 15467) разрешается определять по контрольным образцам в соответствии с требованиями нормативной документации.
(Измененная редакция, Изм. N 3).
З. КОМПЛЕКТНОСТЬ
3.1. В комплект входят лицевая часть исполнения 1 или 2 и соединительная трубка.
По согласованию с потребителем допускается не укомплектовывать лицевую часть исполнения 1 соединительной трубкой.
(Измененная редакция, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Лицевые части принимают партиями. Партией считают изделия разных ростов, одновременно предъявленных, изготовленных в одних и тех же условиях в течение двух последовательных кварталов в количестве:
1000 шт. - при раздельной упаковке лицевых частей исполнения 1 или 2 и соединительных трубок;
900 шт. - при совместной упаковке лицевых частей исполнения 1 или 2 и соединительных трубок.
Партию сопровождают документом о качестве, содержащим:
номер партии;
наименование изделия и его исполнение;
количество изделий каждого роста;
дату изготовления;
результаты испытаний;
обозначение настоящего стандарта.
По согласованию с потребителем допускается изменять объем партии.
4.2. Для проверки соответствия качества лицевых частей ШМП требованиям настоящего стандарта их подвергают приемосдаточным испытаниям в объеме, установленном в табл.4.
Таблица 4
Наименование показателя | Вид испытания и (или) контроля | План контроля при проведении испытаний
|
| | Тип плана контроля
| Выборка
| Объем выборки от партии, шт.
| Прие- мочное число
| Брако- вочное число
|
| | | | | 
| 
| 
| 
|
1. Основные размеры:
| Измерительный контроль |
|
|
|
|
|
|
|
толщина корпуса
|
| Двухступенчатый
| Первая
| 5*
| 0
| -
| 2
| -
|
|
|
| Вторая
| 5*
| -
| 1
| -
| 2
|
|
|
| Кумуля- тивная
| 10
| -
| 1
| -
| 2
|
резьба горловины
|
| Одноступенчатый
| -
| 5
| 0
| -
| 1
| -
|
2. Герметичность:
| Механические испытания | Одноступенчатый
| -
|
|
|
|
|
|
для соединительной трубки
|
|
|
| 80
| 0
| -
| 1
| -
|
для лицевой части ШМП
|
|
|
| 80
| 0
| -
| 1
| -
|
3. Сопротивление лицевой части ШМП при постоянном потоке воздуха и расходом 2500 см·см(150 дм/мин):
| То же
| Двухступенчатый
|
|
|
|
|
|
|
на выдохе
|
|
| Первая
| 50
| 0
| -
| 3
| -
|
|
|
| Вторая
| 50
| -
| 3
| -
| 4
|
|
|
| Кумуля- тивная
| 100
| -
| 3
| -
| 4
|
на вдохе
|
|
| Первая
| 50
| 0
| -
| 3
| -
|
|
|
| Вторая
| 50
| -
| 3
| -
| 4
|
|
|
| Кумуля- тивная
| 100
| -
| 3
| -
| 4
|
4. Коэффициент подсоса масляного тумана под лицевую часть ШМП
| Механические испытания
| Одноступенчатый
| -
| 10
| 0
| -
| 1
| -
|
5. Условная жесткость лицевой части ШМП | То же | Двухступенчатый
| Первая
| 10*
| 0
| -
| 2
| -
|
|
|
| Вторая
| 10*
| -
| 1
| -
| 2
|
|
|
| Кумуля- тивная
| 20
| -
| 1
| -
| 2
|
6. Внешний вид лицевой части:
| Визуальный контроль
|
|
|
|
|
|
|
|
критические дефекты (по НТД)
|
| Одноступенчатый
| -
| 80
| 0
| -
| 1
| -
|
значительные дефекты (по НТД) |
| Двухступенчатый
| Первая
| 80
| 2
| -
| 5
| -
|
|
|
| Вторая
| 80
| -
| 6
| -
| 7
|
|
|
| Кумуля- тивная
| 160
| -
| 6
| -
| 7
|
малозначительные дефекты (по НТД) |
| Двухступенчатый
| Первая
| 80
| 3
| -
| 7
| -
|
|
|
| Вторая
| 80
| -
| 8
| -
| 9
|
| | | Кумуля- тивная
| 160
| -
| 8
| -
| 9
|
_______________
* По одному изделию каждого роста.
** По два изделия каждого роста.
Примечания:
1. При применении планов одноступенчатого контроля результаты испытаний по каждому показателю считают положительными, если количество дефектных изделий в выборке меньше или равно приемочному числу , и отрицательными, если количество дефектных изделий в выборке равно или более браковочного числа .
2. При применении планов двухступенчатого контроля результаты испытаний по каждому показателю считают положительными, если количество дефектных изделий в первой выборке меньше или равно приемочному числу , и отрицательными, если количество дефектных изделий в выборке равно или больше браковочного числа . Если количество дефектных изделий в выборке больше приемочного числа и меньше браковочного числа , то извлекается вторая выборка. Результаты испытаний второй выборки считают положительными, если количество дефектных изделий в двух выборках вместе меньше или равно приемочному числу , и отрицательными, если количество дефектных изделий в двух выборках больше или равно браковочному числу .
3. При изменении объема партии приемочный уровень качества должен сохраняться и обеспечиваться соответствующим уточнением объема выборки, значений приемочных и браковочных чисел.
4.1, 4.2. (Измененная редакция, Изм. N 3).
4.3. (Исключен, Изм. N 3).
4.4. Периодические испытания проводит изготовитель по показателям в объеме, установленном в табл.5.
Таблица 5
Наименование контролируемого показателя
| Вид испытания и (или) контроля
| Объем выборки
| Периодичность
|
Соответствие физико-механических показателей корпуса требованиям НД
| Разрушающие испытания
| Три детали
| Один раз
в месяц
|
Соответствие резиновых деталей требованиям нормативной документации
| Измерительный контроль, механические и химические разрушающие испытания
| Пять деталей (каждого наименования)
| То же
|
Прочность крепления клапанной коробки к корпусу
| Разрушающие испытания
| Три детали
| "
|
Содержание продуктов газовыделения в корпусе лицевой части ШМП
| Разрушающие химические испытания
| Одна деталь
| "
|
(Измененная редакция, Изм. N 1).
4.5. При неудовлетворительном результате периодических испытаний хотя бы по одному показателю, этот показатель переводят в категорию приемосдаточных до получения положительных результатов не менее чем на трех партиях подряд.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Толщину корпуса изделия проверяют толщиномером типа ТР 10-60 по ГОСТ 11358. Резьбу горловины клапанной коробки проверяют калибрами по ГОСТ 8762.
5.2. Содержание продуктов газовыделения определяют методом, утвержденным в установленном порядке. Испытаниям подвергают корпус лицевой части ШМП, изготовленный из резины типа 51-1565, при этом образцы в виде полоски 140х10 мм вырубают (вырезают) из любой части корпуса.
5.3. Физико-механические показатели корпуса лицевой части ШМП проверяют в соответствии с требованиями нормативно-технической документации на образцах типа II по ГОСТ 270, вырубленных из головной и масочной частей. При определении сопротивления раздиру образцы вырубают из головной части. Для обеспечения стандартных надрезов на образцах, взятых из головной части, к ним с двух сторон прикладывают образцы из любой резины.
5.4. Испытание прочности крепления клапанной коробки к корпусу лицевой части ШМП проводят на стенде, схема которого приведена на черт.3.
Черт.3. Схема стенда для испытания прочности крепления клапанной коробки
Схема стенда для испытания прочности крепления клапанной коробки
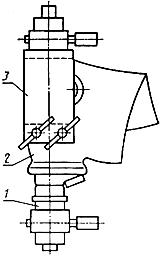
1 - нижний зажим; 2 - лицевая часть; 3 - верхний зажим
Черт.3
Стенд должен обеспечивать:
измерение значений рабочей нагрузки до 490 Н (50 кгс) с погрешностью ±2%;
скорость движения нижнего зажима 500 мм/мин с погрешностью измерения на холостом ходу не более 5%.
Испытания проводят не ранее чем через 24 ч после сборки корпуса лицевой части ШМП с клапанной коробкой.
Перед испытанием отобранный образец складывают в виде треугольника и закрепляют в подбородочной части в верхнем зажиме, приведенном на чертеже приложения 1, разрывной машины на расстоянии (25±5) мм от монтажной обоймы. Переходник нижнего зажима, приведенного на чертеже приложения 2, ввинчивают в горловину клапанной коробки. Включают машину и при отрыве клапанной коробки от корпуса регистрируют усилие по шкале отсчетного устройства.
5.5. Для испытания соединительной трубки на герметичность применяют:
приспособление, схема которого приведена на черт.4;
секундомер класса точности 2 по ТУ 25-1894.003;
манометр показывающий с пределом измерения 0-0,1 МПа (0-1 кгс/см) класса точности 1 по ГОСТ 2405.
Черт.4. Схема приспособления для испытания герметичности соединительной трубки
Схема приспособления для испытания герметичности соединительной трубки
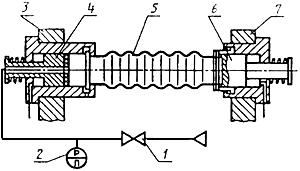
1 - клапан с педальным управлением; 2 - манометр; 3, 7 - стойка; 4, 6 - герметизирующий зажим;
5 - испытуемая трубка
Черт.4
Перед испытанием проверяют приспособление на герметичность, закрывая входное отверстие герметизирующего зажима и подавая через клапан на приспособление сжатый воздух до избыточного давления (0,050±0,005) МПа [(0,50±0,05) кгс/см].
Приспособление считают герметичным, если в течение 60 с давление не меняется.
Для испытания отобранную соединительную трубку вставляют в приспособление, герметизируют зажимами, открывают клапан и повышают давление до (0,050±0,005) МПа [(0,50±0,05) кгс/см] для трубки с трикотажным слоем или до (0,020±0,002) МПа [(0,20±0,02) кгс/см] для трубки без трикотажного слоя. Затем клапан закрывают и выдерживают трубку при этом давлении 15 с.
Изделие считают выдержавшим испытание, если в течение указанного времени не происходит падения давления.
5.6. Герметичность лицевой части ШМП определяют статическим методом по уменьшению вакуума в подмасочном пространстве в соответствии с требованиями нормативно-технической документации.
При негерметичности лицевой части ШМП допускается продувать клапаны выдоха сухим сжатым воздухом давлением 0,4-0,6 МПа (4-6 кгс/см) в течение 5-10 с через трубку диаметром (6±1) мм с обязательной установкой ловушки любого типа для масел и осушителей в сети сжатого воздуха.
5.7. Для испытания сопротивления лицевой части ШМП постоянному потоку воздуха применяют:
стенд, схема которого приведена на черт.5. Стенд подключают к производственной сети сжатого воздуха давлением 0,4-0,6 МПа (4-6 кгс/см) с обязательной установкой ловушки любого типа для масел и осушителей. Стенд должен обеспечивать:
создание постоянного потока воздуха с объемным расходом (2500±63) см·с[(150±4) дм/мин];
измерение объемного расхода расходомером с погрешностью ±2,5% от верхнего предела измерения;
измерение сопротивления в пределах от 0 до 982 Па (от 0 до 100 мм вод. ст.) прибором с погрешностью ±2,5% от верхнего предела измерения;
термометр лабораторный типа 3-6-2 с погрешностью измерения ±1 °С по ГОСТ 28498;
барометр мембранный метеорологический;
спирт этиловый ректификованный технический по ГОСТ 18300.
Черт.5. Схема стенда для испытания сопротивления ШМП
Схема стенда для испытания сопротивления ШМП
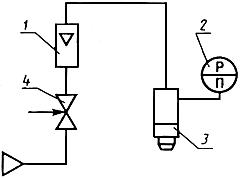
1 - расходомер; 2 - измеритель разности давления; 3 - насадка;
4 - регулятор объемного расхода воздуха
Черт.5
Перед испытанием осматривают состояние всех узлов стенда.
Устанавливают регулятором по расходомеру объемный расход потока воздуха (2500±63) см·с [(150±4) дм/мин].
Устанавливают уровень жидкости в измерителе на нулевую отметку шкалы.
При испытании сопротивления лицевой части ШМП на вдохе насадку устанавливают в вертикальном положении отверстием (в торце) вверх, а при испытании на выдохе - отверстием вниз.
Испытания проводят следующим образом. Для определения сопротивления вдоху прокладочное кольцо клапанной коробки лицевой части ШМП сверху плотно прижимают к насадке. Для определения сопротивления выдоху венчик седловины клапана выдоха КО-3 снизу плотно прижимают к насадке. По шкале измерителя разности давления фиксируют результат.
Сопротивление лицевой части ШМП на "вдохе" и "выдохе" ( ) в Па (мм вод. ст.) вычисляют по формуле
) в Па (мм вод. ст.) вычисляют по формуле
 ,
,
где  - коэффициент, значения которого приведены в приложении 3;
- коэффициент, значения которого приведены в приложении 3;
 - значение шкалы измерителя.
- значение шкалы измерителя.
5.8. Коэффициент подсоса масляного тумана под лицевой частью ШМП определяют нефелометрическим методом по ГОСТ 12.4.157, исключая подсос, через полоску обтюрации. Для испытания применяют муляж, изготовляемый из металла или резины по рабочим чертежам, утвержденным в установленном порядке.
Схема муляжа приведена в приложении 4.
5.7, 5.8. (Измененная редакция, Изм. N 1).
5.9. Условную жесткость лицевой части ШМП определяют методом, приведенным в приложении 5.
(Измененная редакция, Изм. N 1, 3).
5.10. Внешний вид лицевой части ШМП проверяют в соответствии с нормативной документацией.
(Измененная редакция, Изм. N 3).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На наружной поверхности каждой лицевой части ШМП в подбородочной области наносят рельефную маркировку с указанием:
условного обозначения предприятия-изготовителя;
даты изготовления (квартал - точками, год - двумя последними цифрами);
роста (в кружке);
номера пресс-формы.
Маркировку выполняют оттиском от пресс-формы шрифтом от 4 до 8 ПрЗ по ГОСТ 26.020.
Кроме того, на каждой лицевой части ШМП несмываемой краской проставляют штамп технического контроля и буквы "ШМП-1" ("ШМП-2") или "ШМП-1-Т" ("ШМП-2-Т") при изготовлении в тропическом исполнении.
(Измененная редакция, Изм. N 3).
6.2. Лицевые части ШМП одного роста упаковывают в ящики по ГОСТ 11142 или другую тару, предназначенную для упаковки средств защиты органов дыхания, следующим образом. Дно, боковые и торцевые стенки ящика предварительно выстилают бумагой по ГОСТ 8273 так, чтобы после укладки верхний ряд изделий можно было покрыть свисающими концами бумаги.
При упаковке лицевых частей исполнения 1 или 2 в комплекте в каждый ящик укладывают 60 шт. лицевых частей и 60 шт. соединительных трубок. При этом соединительные трубки помещают на дно ящика и перестилают их бумагой. Верхний ряд изделий покрывают свисающими из ящика концами бумаги.
Лицевые части ШМП исполнения 1 (без соединительных трубок) укладывают в ящик по 100 шт.
Лицевые части ШМП укладывают рядами по 20 шт., чередуя изделия в противоположном направлении к задней или передней стенке ящика так, чтобы металлические детали не соприкасались.
Каждый ряд изделий прокладывают бумагой.
При отдельной упаковке соединительных трубок в ящик укладывают 125 шт. рядами так, чтобы металлические детали не соприкасались, каждый ряд прокладывают бумагой, верхний ряд покрывают свисающими из ящика концами бумаги.
(Измененная редакция, Изм. N 1).
6.3. На транспортную тару наносят маркировку по ГОСТ 14192, содержащую манипуляционные знаки: "Хрупкое. Осторожно", "Беречь от влаги" и "Верх".
В надписях, характеризующих упакованную продукцию, указывают:
наименование изделия и его исполнение;
количество изделий и рост;
номер партии;
дату упаковки;
обозначение настоящего стандарта.
6.4. Лицевые части ШМП транспортируют транспортом любого вида в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
6.5. Лицевые части ШМП хранят в соответствии с требованиями к упаковке предприятия-изготовителя в неотапливаемых помещениях при температуре окружающего воздуха от минус 40 °С до плюс 50 °С в ящиках, установленных на настилах, по партиям.
Не допускается хранить лицевые части ШМП совместно с органическими и неорганическими веществами и растворителями, вызывающими разрушение резины.
После хранения при отрицательной температуре лицевые части ШМП выдерживают не менее 24 ч при температуре 15 °С - 30 °С.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие лицевой части ШМП требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
7.2. Гарантийный срок хранения лицевой части ШМП - шесть лет со дня изготовления, из них пять лет в комплектах промышленных фильтрующих противогазах.
ПРИЛОЖЕНИЕ 1 (справочное). Верхний зажим
ПРИЛОЖЕНИЕ 1
Справочное
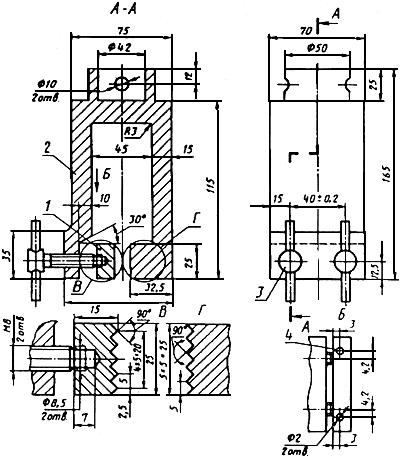
1 - планка; 2 - корпус; 3 - винт 7006-0514 по ГОСТ 13431;
4 - штифт 2Гx15 по ГОСТ 3128
Материал - сталь 45 по ГОСТ 1050. Острые кромки притупить, чистота поверхностей корпуса и планки Rz 20.
Неуказанные предельные отклонения размеров:
отверстий - по Н14, валов - по h14, остальных - 
ПРИЛОЖЕНИЕ 2 (справочное). Нижний зажим
ПРИЛОЖЕНИЕ 2
Справочное
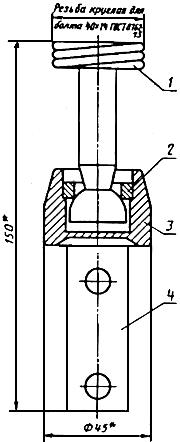
_______________
* Размеры для справок.
1 - переходник; 2 - кольцо; 3 - корпус; 4 - пластина
ПРИЛОЖЕНИЕ 3 (справочное). Значения коэффициента К при определении сопротивления ШМП постоянному потоку воздуха на "вдохе" или "выдохе"
ПРИЛОЖЕНИЕ 3
Справочное
Давление,
Па (мм рт. ст.)
| Значения коэффициента при температуре, °С
|
| 16
| 18 | 20 | 22
| 24
| 26
| 28
| 30
| 32
| 34
| 36
|
96643 (725)
| 0,993
| 0,986
| 0,979
| 0,972
| 0,965
| 0,958
| 0,951
| 0,944
| 0,937
| 0,930
| 0,923
|
97309 (730)
| 0,996
| 0,989
| 0,982
| 0,975
| 0,968
| 0,961
| 0,954 | 0,947 | 0,940
| 0,933
| 0,926
|
97976 (735)
| 0,999
| 0,992
| 0,985
| 0,978
| 0,971
| 0,964
| 0,957 | 0,950 | 0,943 | 0,936
| 0,929
|
98642 (740)
| 1,002
| 0,995 | 0,988 | 0,981
| 0,974
| 0,967 | 0,960 | 0,953
| 0,946
| 0,939
| 0,932
|
99309 (745)
| 1,005
| 0,998
| 0,991
| 0,984
| 0,977
| 0,970
| 0,963
| 0,956
| 0,949
| 0,942
| 0,935
|
99975 (750)
| 1,008 | 1,001 | 0,994 | 0,987
| 0,980
| 0,973
| 0,966
| 0,959
| 0,952
| 0,945
| 0,938
|
100642 (755)
| 1,011
| 1,004
| 0,997
| 0,990
| 0,983
| 0,976
| 0,969
| 0,962
| 0,955
| 0,948
| 0,941
|
101308 (760)
| 1,014
| 1,007
| 1,000
| 0,993
| 0,986
| 0,979
| 0,972
| 0,965
| 0,958
| 0,951
| 0,944
|
101975 (765)
| 1,017
| 1,010
| 1,003
| 0,996
| 0,989
| 0,982
| 0,975
| 0,968 | 0,961 | 0,954
| 0,947
|
102641 (770)
| 1,020
| 1,013
| 1,006
| 0,999
| 0,992
| 0,985
| 0,978
| 0,971
| 0,964
| 0,957
| 0,950
|
103308 (775)
| 1,023 | 1,016 | 1,009
| 1,002
| 0,995
| 0,988
| 0,981
| 0,974
| 0,967
| 0,960
| 0,953
|
 ,
,
 - температура испытания, °С:
- температура испытания, °С:
 - давление, мм рт.ст.
- давление, мм рт.ст.
ПРИЛОЖЕНИЕ 4 (рекомендуемое). Схема муляжа для испытаний на коэффициент подсоса
ПРИЛОЖЕНИЕ 4
Рекомендуемое
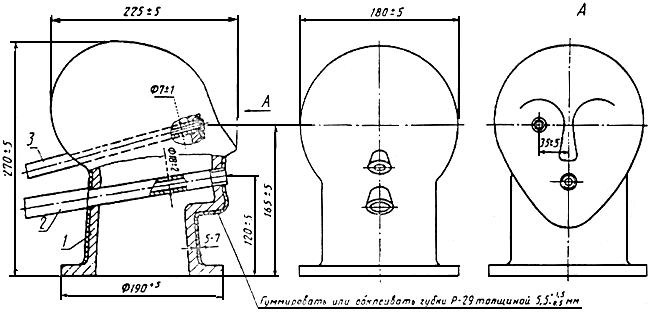
1 - корпус муляжа; 2 - центральная трубка; 3 - отвод
ПРИЛОЖЕНИЕ 4. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 5 (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ УСЛОВНОЙ ЖЕСТКОСТИ ЛИЦЕВОЙ ЧАСТИ ШМП
ПРИЛОЖЕНИЕ 5
Обязательное
1. Условную жесткость лицевой части ШМП определяют на приборе ПЖЛ-Х, схема которого приведена на черт.1.
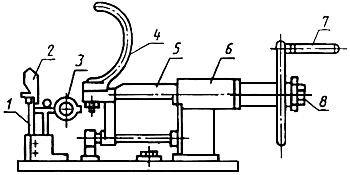
1 - силоизмерительная пружина; 2 - передний держатель; 3 - индикатор часового типа; 4 - задний держатель;
5 - подвижной шток; 6 - подшипник; 7 - ручной привод; 8 - ограничительная пробка
Черт.1
2. Перед испытанием после транспортирования или ремонта прибора, а также после проведения 5000 измерений производят градуировку ПЖЛ-Х следующим образом:
снимают держатели;
укрепляют на пружине градуировочное приспособление;
устанавливают блок на краю рабочего стола справа от прибора (черт.2);
устанавливают индикатор часового типа (предел измерения от 0 до 10, цена деления основной шкалы от 0 до 0,01 мм по ГОСТ 577) с поджатием стержня так, чтобы стрелка отклонялась примерно на полшкалы, и поворотом ободка устанавливают стрелку индикатора на нуль;
проверяют правильность установки индикатора трех-, четырехкратным нажатием на приспособление для калибровки, при этом каждый раз стрелка индикатора должна возвращаться на нуль;
подвешивают к крючку калибровочного приспособления через блок-площадку, которую последовательно нагружают грузом от 1 до 6 кг, каждый раз добавляя по 1 кг. Первым грузом массой 1 кг является сама площадка;
записывают показания индикатора после каждой установки груза с погрешностью не более 0,5 делений шкалы. Калибровку производят дважды. При расхождении данных более чем на одно деление индикатора проверяют крепление пружины калибровочного приспособления, установку индикатора и повторяют калибровку. По результатам калибровки определяют цену деления шкалы индикатора в Н/деление (кгс/деление).
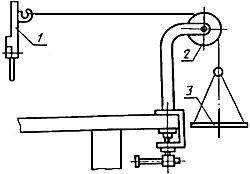
1 - калибровочное приспособление; 2 - блок; 3 - площадка
Черт.2
3. После градуировки устанавливают держатели и закрепляют прибор на столе. Затем отводят задний держатель вправо до совпадения риски на подшипнике с цифрой 236 на шкале штока. При этом расстояние между наиболее удаленными точками на внешней поверхности держателей, измеренное штангенциркулем, должно быть 320 мм.
Если расстояние между наиболее удаленными точками при правильно установленных держателях отличается от требуемого более чем на 1 мм, пределы растяжения лицевой части по шкале штока изменяют на величину получаемого расхождения.
Раздвигают держатели до требуемого предела растяжения лицевой части и фиксируют это положение при помощи ограничительной пробки.
Пределы растяжения лицевой части в зависимости от роста указаны в таблице.
Рост лицевой части
| Предел растяжения по шкале, мм
|
0
| 217
|
1
| 226
|
2
| 236
|
3
| 249
|
4
| 262
|
4. Для проведения испытания внутреннюю поверхность лицевой части талькируют, надевают на сдвинутые держатели прибора и вращением маховика растягивают лицевую часть до установленного предела.
Допускается применять мыльный раствор.
В момент упора штока в ограничительную пробку отмечают показания шкалы индикатора.
Не допускается удар штока об ограничительную пробку.
5. Условную жесткость линейной части ( ) в Н (кгс) вычисляют по формуле
) в Н (кгс) вычисляют по формуле
 ,
,
где  - число делений шкалы индикатора;
- число делений шкалы индикатора;
 - цена деления шкалы индикатора, Н/деление (кгс/деление).
- цена деления шкалы индикатора, Н/деление (кгс/деление).
(Введен дополнительно, Изм. N 1).