ГОСТ 24025-80
Группа Л63
ОКП 02 5893
Дата введения 1982-01-01
1. ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
РАЗРАБОТАН ВНИИЭМИ
РАЗРАБОТЧИКИ
Ю.Л.Морозов, Е.Е.Ковалева, Ю.А.Ионов, Р.А.Танхилевич, В.В.Белякова, Т.П.Федулова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 06.03.80 N 1033
3. Срок проверки - 1997 г.
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта
|
ГОСТ 380-88 | 3.6.1
|
ГОСТ 2768-84 | 3.8.1, 5.2
|
ГОСТ 3900-85 | 3.3
|
ГОСТ 5346-78 | 3.5
|
ГОСТ 10007-80 | 3.6.1
|
ГОСТ 12769-85 | 4.1
|
ГОСТ 14192-77 | 4.2
|
ГОСТ 18573-86 | 4.1
|
ГОСТ 24104-88 | 3.4.1, 3.6.1, 3.8.1
|
ГОСТ 25336-82 | 3.4.1
|
ГОСТ 28840-90 | 3.8.1
|
ТУ 38.401-67-108-92 | 3.6.1, 3.8.1, 5.2
|
5. Проверен в 1991 г. Снято ограничение срока действия Постановлением Госстандарта СССР от 11.12.91 N 1927
6. Переиздание (август 1993 г.) с Изменениями N 1, 2, утвержденными в ноябре 1986, декабре 1991 (ИУС 2-87, 3-92)
Настоящий стандарт распространяется на невысыхающую мастику марки 51-Г-7 на основе низкомолекулярного полиизобутилена марки П-20 или П-20с, применяемую в автотракторной промышленности для уплотнения и герметизации сварных швов, ребер жесткости и других металлических сочленений кузова, а также для герметизации различных металлических конструкций, работающих при температуре от минус 60 до 90 °С.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1, 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Мастика должна соответствовать требованиям настоящего стандарта и изготовляться по технологической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 1).
1.2. По физико-механическим показателям мастика должна соответствовать нормам, приведенным в таблице.
(Измененная редакция, Изм. N 1, 2).
Наименование показателя | Норма
|
1. Внешний вид | Однородная масса от серого до коричневого цвета
|
2. Плотность, кг/м , не более , не более | 1560
|
3. Массовая доля сухого вещества, %, не менее
| 98 |
4. Пенетрация, 0,1 мм
| 105±25 |
5. Термостойкость при температуре 140 °С в течение 2 ч
| Не допускается отслоение мастики от поверхности грибка |
6. Воздействие лакокрасочного покрытия при температуре 140 °С в течение (60±2) мин | Не допускается стекание или вспучивание эмали. Допускается образование воронкообразных углублений
|
7. Прочность связи с металлом при отрыве, МПа, не менее
| 0,030 |
1.3. Мастика 51-Г-7 выпускается в виде жгута диаметром от 10 до 12 мм либо в виде непрофилированных кусков.
По согласованию изготовителя с потребителем допускается изготовлять жгут другого диаметра.
(Измененная редакция, Изм. N 2).
Пример условного обозначения невысыхающей: мастики марки 51-Г-7, поставляемой в виде жгута:
Мастика 51-Г-7 ж ГОСТ 24025-80
То же, в виде непрофилирванных кусков:
Мастика 51-Г-7 к ГОСТ 24025-80
2. ПРАВИЛА ПРИЕМКИ
2.1. Мастику принимают партиями. Партией считают количество мастики, изготовленное за одну смену, но не менее 400 кг, сопровождаемое одним документом о качестве.
По согласованию с потребителем допускается комплектование партии размером менее 400 кг.
Документ о качестве должен содержать:
товарный знак или наименование предприятия-изготовителя и его товарный знак;
условное обозначение мастики;
номер партии;
количество мест в партии;
дату выпуска;
массу нетто и брутто в кг;
штамп технического контроля;
результаты проведенных испытаний или подтверждение о соответствии партии мастики требованиям настоящего стандарта.
(Измененная редакция, Изм. N 1).
2.2. Для контроля качества мастики на соответствие требованиям настоящего стандарта по показателям проводят приемосдаточные испытания, для чего отбирают 30% упаковок, но не менее трех от каждой партии.
У изготовителя допускается отбирать пробу из смесителя непосредственно перед выгрузкой.
2.3. По показателям, приведенным в подпунктах 2, 5, 6 таблицы, изготовитель проводит периодические испытания не реже одного раза в месяц в объеме приемосдаточных испытаний. Проверку проводят на трех партиях.
2.4. По показателям, приведенным в подпункте 7 таблицы, изготовитель проводит периодические испытания на каждой десятой партии в объеме приемосдаточных.
2.5. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания по этому показателю на удвоенной выборке, взятой от той же партии мастики.
Результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторных периодических испытаний этот вид испытаний переводят в приемосдаточные до получения положительных результатов не менее чем на пяти подряд изготовленных партиях мастики, после чего этот вид испытания снова переводят в периодический.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Отбор проб
3.1.1. Пробу отбирают не ранее, чем через 3 ч после изготовления мастики.
3.1.2. Из середины куска мастики, снятого с вальцев, или из середины каждой единицы упаковки (п.2.2) отбирают три точечные пробы равных объемов и соединяют в объединенную пробу, масса которой должна быть не менее 250 г.
(Измененная редакция, Изм. N 1).
3.1.3. Объединенную пробу перемешивают и выдерживают при температуре (23±5) °С не менее 1 ч, делят на две части и помещают в банки с навинчивающейся крышкой или притертой пробкой или пробу заворачивают в крепированную бумагу.
На банки наклеивают этикетки с указанием наименования продукта, номера партии и даты отбора проб.
Одну банку используют для проведения испытаний. Вторую сохраняют до конца испытаний.
(Измененная редакция, Изм. N 2).
3.2. Определение внешнего вида
Пробу мастики массой (25±2) г наносят с помощью металлического шаблона, обеспечивающего толщину наносимого слоя мастики (1,5±0,5) мм, на поверхность пластины из прозрачного бесцветного стекла любого размера и просматривают в проходящем свете.
Слой мастики на пластине должен быть однородным, без посторонних включений и видимых крупинок наполнителя.
(Измененная редакция, Изм. N 2).
3.3. Определение плотности - по ГОСТ 3900-85.
3.4. Определение массовой доли сухого вещества.
(Измененная редакция, Изм. N 1).
3.4.1. Аппаратура
Термостат, обеспечивающий поддержание температуры (120±2) °С, по нормативно-технической документации.
Весы лабораторные общего назначения по ГОСТ 24104-88* 2-го класса точности, с наибольшим пределом взвешивания 200 г.
________________
* На территории Российской Федерации действует ГОСТ 24104-2001. Здесь и далее. - Примечание изготовителя базы данных.
Стаканчик для взвешивания по ГОСТ 25336-82 диаметром 43-58 мм, высотой 50 мм или металлическая баночка с крышкой диаметром 35-65 мм, высотой до 10 мм.
3.4.2. Проведение испытаний
Предварительно высушенный до постоянной массы стаканчик или баночку взвешивают, помещают в него (2,0±0,5) г мастики и снова взвешивают.
По разности масс определяют массу навески.
Стаканчик для взвешивания с навеской помещают в термостат, сняв крышку, высушивают навеску при температуре (120±2) °С в течение (2,0±0,1) ч.
После охлаждения на воздухе до температуры (23±5) °С стаканчик взвешивают.
3.4.1, 3.4.2. (Измененная редакция, Изм. N 1, 2).
3.4.3. Обработка результатов
Массовую долю сухого вещества мастики ( ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
 ,
,
где  - масса мастики до сушки, г;
- масса мастики до сушки, г;
 - масса мастики после сушки, г.
- масса мастики после сушки, г.
За результат испытания принимают среднее арифметическое результатов трех испытаний. Отклонение каждого определения от среднего значения не должно превышать 1%. Если отклонения превышают указанные значения, проводят повторные испытания по этому показателю.
(Измененная редакция, Изм. N 1).
3.5. Определение пенетрации - по ГОСТ 5346-78.
При определении пенетрации допускается использовать стаканы диаметром 76-100 мм, высотой 63-68 мм, изготовленные из латуни по ГОСТ 15527-70*, коррозионно-стойкой стали по ГОСТ 2060-90** или стали других марок с применением антикоррозионного покрытия.
________________
* На территории Российской Федерации действует ГОСТ 15527-2004;
** На территории Российской Федерации действует ГОСТ 2060-2006. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
3.6. Определение термостойкости
3.6.1. Аппаратура, приспособления
Термостат, обеспечивающий поддержание температуры (140±3) °С, по нормативно-технической документации.
Пленка фторопласта-П марки 4 по ГОСТ 10007-80 толщиной (0,040±0,004) мм.
Весы лабораторные общего назначения по ГОСТ 24104-88 2-го класса точности, с наибольшим пределом взвешивания 500 г.
Бензин по ТУ 38.401-67-108-92.
Грибки металлические из стали Ст3 по ГОСТ 380-88* (черт.1).
______________
* На территории Российской Федерации действует ГОСТ 380-2005. - Примечание изготовителя базы данных.
Часы любой конструкции по нормативно-технической документации с погрешностью хода не более ±1 мин.
(Измененная редакция, Изм. N 1, 2).
3.6.2. Проведение испытания
Образец для испытания собирают из двух грибков. Грибки очищают от пыли и загрязнений тканью, смоченной бензином, и сушат в течение (8±2) мин. На диск одного из грибков наносят мастику в виде лепешки массой (20±5) г. Свободную поверхность мастики покрывают антиадгезионной пленкой из фторопласта 4, на которую накладывают второй грибок. Образец помещают в приспособление, общий вид и размеры которого приведены в рекомендуемом приложении. Формование слоя мастики производят в ручном винтовом или пневматическом прессе до упора плиты пресса (1) в верхнюю часть обоймы (6) и выдерживают в таком положении от 5 до 10 с. Затем образец извлекают из приспособления, снимают верхний грибок и фторопластовую пленку. Грибок с мастикой помещают в термостат так, чтобы диск с мастикой был обращен вниз, и выдерживают в термостате (2,0±0,1) ч при температуре (140±3) °С.
Количество образцов для испытаний должно быть не менее трех.
Мастику считают выдержавшей испытание, если не наблюдается отслоение ни одного образца мастики от поверхности грибка.
(Измененная редакция, Изм. N 1).
3.6.3. (Исключен, Изм. N 1).
3.7. Определение воздействия лакокрасочного покрытия
3.7.1. Аппаратура, приспособления
Трафарет из любого картона или металла толщиной (3,0±0,5) мм.
Пластины из стали 08кп по ГОСТ 1050-74*, размером 170х90х0,8 мм.
______________
* На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
Термостат, обеспечивающий поддержание температуры (140±3) °С, по нормативно-технической документации.
Грунт ЭФ-083 по нормативно-технической документации.
Эмаль МЛ-197 по нормативно-технической документации.
Краскораспылитель по действующей нормативно-технической документации.
(Измененная редакция, Изм. 1, 2).
3.7.2. Проведение испытания
На стальную пластинку с помощью трафарета наносят слой мастики толщиной (3,0±0,5) мм, как указано на черт.2, а затем слой грунта.
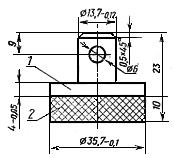
1 - металлический диск; 2 - слой мастики
Черт.1
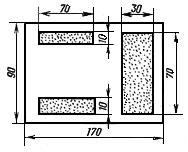
Черт.2
Пластинку помещают в термостат в вертикальном положении и выдерживают при температуре (140±3) °С в течение (30±2) мин. Образец охлаждают и на него наносят краскораспылителем или кисточкой слой эмали МЛ-197 и снова помещают в термостат (в вертикальном положении), где выдерживают при температуре (140±3) °С в течение (30±2) мин.
Мастику считают выдержавшей испытание, если на всех испытанных образцах на мастике не происходит стекание или вспучивание эмали. Допускается слабое образование воронкообразных углублений.
(Измененная редакция, Изм. N 1, 2).
3.7.3. (Исключен, Изм. N 1).
3.8. Определение прочности связи с металлом при отрыве
3.8.1. Аппаратура, приспособления
Машина разрывная по ГОСТ 28840-90.
Весы лабораторные общего назначения по ГОСТ 24104-88 2-го класса точности, с наибольшим пределом взвешивания 500 г.
Грибки металлические (п.3.6.1.).
Бензин по ТУ 38.401-67-108-92.
Ацетон по ГОСТ 2768-84.
Часы любой конструкции по нормативно-технической документации.
3.8.2. Проведение испытания
Навеску мастики в виде лепешки массой от 3 до 5 г наносят на диск грибка. Образец для испытания собирают, как указано на черт.3. Формование слоя мастики производят при помощи приспособления (см. рекомендуемое приложение) в ручном винтовом или пневматическом прессе до упора плиты пресса в верхнюю плоскость обоймы и выдерживают в таком положении от 5 до 10 с. Затем образец извлекают из приспособления. Излишки мастики с боковой поверхности удаляют. Образцы выдерживают не менее 15 мин при температуре (23±5) °С. Испытания проводят на разрывной машине. Скорость движения нижнего зажима должна быть 25 или 50 мм/мин.
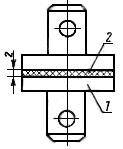
1 - диск грибка; 2 - мастика
Черт.3
3.8.1, 3.8.2. (Измененная редакция, Изм. N 1).
3.8.3. Обработка результатов
Прочность связи мастики с металлом ( ), МН (кгс), вычисляют по формуле
), МН (кгс), вычисляют по формуле
 ,
,
где  - нагрузка, при которой происходит отрыв, МН (кгс);
- нагрузка, при которой происходит отрыв, МН (кгс);
 - площадь образца, м
- площадь образца, м (см).
(см).
За результат испытания принимают среднее арифметическое трех определений, расхождение между которыми не должно превышать 20%.
(Измененная редакция, Изм. N 2).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Мастику в виде жгутов укладывают рядами на листы крепированной бумаги по нормативно-технической документации или электроизоляционной бумаги по ГОСТ 12769-85, а мастику в виде непрофилированных кусков обертывают в эту же бумагу. Затем мастику упаковывают в деревянные ящики N 40, тип 2 или N 41, тип 3 по ГОСТ 18573-86.
В каждый ящик мастику в виде жгутов укладывают по 8-10 слоев таким образом, чтобы верхний слой не превышал высоты ящика.
Масса ящика не должна превышать 50 кг.
Размер жгута, а также количество рядов мастики в таре может изменяться по согласованию с потребителем.
По согласованию с потребителем допускается упаковка мастики в другую тару.
(Измененная редакция, Изм. N 1).
4.2. Маркировка тары с мастикой - по ГОСТ 14192-77*.
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
На каждую упаковочную единицу наклеивают ярлык с указанием:
товарного знака или наименования предприятия-изготовителя и его товарного знака;
условного обозначения мастики;
номера партии;
номера листа;
массы нетто и брутто в кг;
даты изготовления;
штампа технического контроля.
(Измененная редакция, Изм. N 1, 2).
4.3. Мастику транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, при любой температуре.
При транспортировании мастики при отрицательной температуре перед употреблением ее выдерживают при температуре (23±5) °С не менее 24 ч.
4.4. Мастику следует хранить в упакованном виде при температуре от 0 до 25 °С.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Мастику 51-Г-7 применяют при температуре окружающего воздуха от 5 °С и выше без предварительного разогрева. При работе с мастикой при температуре ниже 5 °С ее следует подогревать до температуры (23±5) °С.
5.2. Перед нанесением мастики поверхность герметизируемого участка должна быть очищена.
Для удаления влаги, следов минеральных масел и других загрязнений поверхность протирают тампоном, смоченным в нефрасе (ТУ 38.401-67-108-92) или ацетоне (ГОСТ 2768-84), и сушат (8±2) мин. Зона очищаемой поверхности должна на 30-40 см с каждой стороны превышать границы нанесения мастики.
Нанесение мастики на влажную поверхность не рекомендуется.
(Измененная редакция, Изм. N 2).
5.3. Мастика не пожаровзрывоопасна и не токсична.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие мастики 51-Г-7 требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок хранения мастики - 6 мес со дня изготовления.
6.3. По истечении гарантийного срока хранения мастика может быть использована по назначению только после проверки потребителем на соответствие требованиям настоящего стандарта.
ПРИЛОЖЕНИЕ (рекомендуемое).
ПРИЛОЖЕНИЕ
Рекомендуемое
Черт.1. Приспособление для формования образца мастики для определения температуростойкости
Приспособление для формования образца мастики для определения температуростойкости
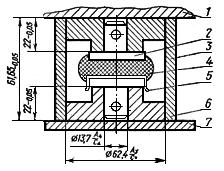
1 - плита пресса; 2 - диск грибка; 3 - втулка; 4 - мастика; 5 - фторопластовая пленка;
6 - обойма; 7 - диск-подставка
Черт.1
Черт.2. Приспособление для формования образца мастики для определения прочности связи с металлом
Приспособление для формования образца мастики для определения прочности связи с металлом
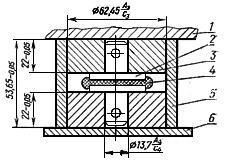
1 - плита пресса; 2 - диск грибка; 3 - втулка; 4 - мастика; 5 - обойма; 6 - диск-подставка
Черт.2