ГОСТ 23460-79
Группа Л08
Срок действия с 01.01.1980
до 01.01.1985*
________________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР
от 15.06.89 N 1592 (ИУС N 9, 1989 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химической промышленности
ИСПОЛНИТЕЛИ:
Б.П.Пашинин, А.Д.Соколов, В.И.Свиридов
ВНЕСЕН Министерством химической промышленности
Член коллегии В.Ф.Ростунов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 января 1979 г. N 351
Настоящий стандарт распространяется на высоконаполненные и медленноотверждающиеся пластмассы (реактопласты) и устанавливает динамический метод определения следующих показателей процесса отверждения:
времени и скорости отверждения;
времени вязкотекучего состояния;
динамического модуля сдвига при заданной амплитуде;
напряжения сдвига при заданной скорости деформации;
относительной деформации при сдвиге.
Сущность метода заключается в прессовании образца и определении показателей процесса отверждения при вынужденном малоамплитудном, периодическом деформировании.
Деформирование осуществляют в зазоре между двумя конусными коаксиальными рифлеными поверхностями пресс-формы при заданных величинах: градиента скорости сдвига, температуры, амплитуды деформации и давления формования.
1. МЕТОДЫ ОТБОРА ПРОБ
1.1. Пластмассы для испытаний должны быть в виде порошка, таблеток, гранул, крошки и кусков размером не более 25 мм.
1.2. Пробу отбирают в соответствии с нормативно-технической документацией, утвержденной в установленном порядке на пластмассы. Масса пробы - не более 200 г.
2. АППАРАТУРА
2.1. Для определения показателей процесса отверждения высоконаполненных и медленноотверждающихся реактопластов применяют прибор типа ПМР-1 (черт.1).
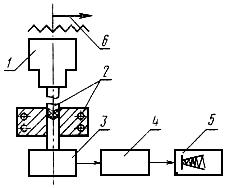
1 - узел опоры ротора с механизмом его вращения; 2 - матрица с ротором;
3 - нагружающее устройство; 4 - редуктор; 5 - прибор КСП-4; 6 - устройство задания амплитуды
Черт.1
2.2. Прибор должен отвечать техническим требованиям, указанным ниже: нагружающее устройство должно создавать давление формования не менее 55 МПа с погрешностью ±5%.
Мощность обогрева ротора и матрицы должна обеспечивать температуру нагрева 40-400 °С с погрешностью ±0,5%.
Для устранения возможности проскальзывания материала в пристенной зоне на поверхностях ротора и матрицы, оформляющих образец, должны быть нанесены треугольные рифления высотой 1 мм, под углом 60°.
Узел вращения ротора должен обеспечивать постоянную частоту вращения ротора от 0,005 до 50 об/мин, что соответствует градиенту скорости сдвига от 0,003 до 100 с . Динамометр прибора должен обеспечивать измерение крутящего момента от 6,40 до 25,60 кДж. Устройство амплитуды колебания ротора должно обеспечивать задание амплитуды от 1 до 6 угловых градуса в шести диапазонах 1-6.
. Динамометр прибора должен обеспечивать измерение крутящего момента от 6,40 до 25,60 кДж. Устройство амплитуды колебания ротора должно обеспечивать задание амплитуды от 1 до 6 угловых градуса в шести диапазонах 1-6.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед испытанием обогрев матрицы и ротора включают на поддержание нужной температуры испытания.
3.2. Регулятор устанавливают на поддержание необходимого давления формования испытуемого образца.
3.3. Амплитуду колебания ротора определяют с тем, чтобы высота кривой перекрывала  шкалы диаграммной ленты.
шкалы диаграммной ленты.
3.4. Цену деления шкалы прибора выбирают по паспорту, прилагаемому к прибору. При этом крутящему моменту должен соответствовать определенный модуль сдвига.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. В нагретую камеру прибора загружают материал массой 5 г, сразу же замыкают матрицу с пуансоном и ротором и производят периодическое малоамплитудное деформирование материала в узком коническом зазоре между матрицей и ротором.
4.2. За последовательностью испытания следят по графику, вычерчиваемому на вторичном приборе. За окончание испытания принимают достижение максимума на графике "модуль сдвига-время", соответствующего точке С (черт.2).
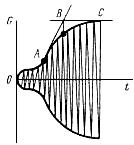
ОА - область вязкотекучего состояния;
АВ - область структурирования полимерного материала;
ВС - область глубокого отверждения.
Черт.2
4.3. По окончании испытания выключают вращение ротора, производят разъем матрицы. Испытуемый образец выталкивают, очищают полости камеры от остатков отвержденного материала, пресс-форму прогревают до заданной температуры.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. На графике "модуль сдвига-время" (черт.2) проводят огибающую ОАВС и определяют:
время отверждения по точке В методом пересечения двух касательных;
скорость отверждения по тангенсу угла наклона кривой на участке АВ к оси абсцисс;
время вязкотекучего состояния - участок ОА.
5.2. Динамический модуль сдвига при заданной амплитуде ( ) в МПа вычисляют по формуле
) в МПа вычисляют по формуле
 ,
,
где  - напряжение сдвига при заданной скорости деформации, МПа;
- напряжение сдвига при заданной скорости деформации, МПа;
 - относительная деформация при сдвиге.
- относительная деформация при сдвиге.
5.3. Напряжение сдвига при заданной скорости деформации () в МПа вычисляют по формуле
 ,
,
где  - крутящий момент, кДж (определяют при тарировке прибора),
- крутящий момент, кДж (определяют при тарировке прибора),
 - постоянная прибора (приводится в паспорте на прибор).
- постоянная прибора (приводится в паспорте на прибор).
5.4. Относительную деформацию при сдвиге () вычисляют по формуле
 ,
,
где  - радиус ротора, мм;
- радиус ротора, мм;
 - высота образца по образующей, мм;
- высота образца по образующей, мм;
 - амплитуда колебания, град.
- амплитуда колебания, град.
5.5. За результат испытания принимают среднее арифметическое двух определений, допускаемые расхождения между которыми не должно быть более 3%.
5.6. Если результат испытаний двух определений расходится более чем на 3%, испытание повторяют, используя новые образцы. За окончательный результат принимают результат повторных двух испытаний.
5.7. Протокол испытания должен содержать следующие данные:
а) наименование и марку материала;
б) максимальный динамический модуль сдвига;
в) время продолжительности вязкотекучего состояния;
г) время отверждения;
д) давление формования;
е) температуру испытания;
ж) амплитуду испытания;
з) заданную относительную деформацию;
и) тип и марку прибора;
к) дату испытания и обозначение настоящего стандарта.